Хромитовый изопрессованный огнеупорный материал
Основным компонентом плотных высокохромистых кирпичей является Cr₂O₃, массовая доля которого обычно составляет более 90%. Поскольку чистый оксид хрома (Cr₂O₃) спекается с трудом, необходимо вводить спекающую добавку TiO₂ или, при необходимости, небольшое количество ZrO₂. Основной компонент, Cr₂O₃, придает плотным высокохромистым кирпичам превосходную устойчивость к коррозии, что позволяет широко использовать их в зонах высокотемпературной эрозии при контакте со стекломассой. Основные причины этого могут быть следующими:
Cr₂O₃ обладает чрезвычайно низкой растворимостью в стекломассе.
Спеченный материал с высоким содержанием Cr₂O₃ имеет большой краевой угол смачивания по отношению к стекломассе, что означает плохую смачиваемость.
Растворение Cr₂O₃ в шлаке увеличивает вязкость шлакового расплава, а высоковязкий шлак, в свою очередь, образует защитный слой на огнеупоре, эффективно снижая скорость коррозии.
1. Технологический процесс производства и особенности плотных высокохромистых кирпичей
Технологический процесс производства плотных высокохромистых кирпичей полностью отличается от процесса производства обычных огнеупорных изделий. Они изготавливаются по технологии крупноформатной керамики, которая включает тонкий помол сырья, грануляцию, изостатическое прессование и обжиг в нейтральной или восстановительной атмосфере. По сути, они относятся к классу керамических огнеупоров. За рубежом плотные высокохромистые кирпичи подразделяются на два типа, получаемые изостатическим прессованием: из тонкодисперсного порошка и из зернистых масс. Оба типа кирпичей используются в зонах контакта со стекломассой в ванных печах для варки бесщелочного стекловолокна. Изделия, сформованные из тонкодисперсного порошка, обладают лучшей коррозионной стойкостью, но их термостойкость (сопротивление термоударам) ниже. Изделия, сформованные из зернистых масс, имеют несколько лучшую термостойкость, но их коррозионная стойкость немного уступает изделиям из тонкодисперсного порошка.
2. Сырье для производства плотных высокохромистых кирпичей
Основным сырьем для производства плотных высокохромистых кирпичей является технический оксид хрома Cr₂O₃ (в просторечии называемый «хромовая зелень»). Требования к нему: содержание Cr₂O₃ ≥ 99%, гранулометрический состав должен соответствовать микро- или ультрадисперсному порошку. Чем тоньше частицы, тем лучше спекание, но тем ниже плотность сформованной заготовки и больше усадка при обжиге, что повышает риск образования трещин. Для получения гранулята с более высокой насыпной плотностью, что способствует достижению высокой плотности формуемого полуфабриката, предпочтительно использовать шихту на основе плотного Cr₂O₃, но в той степени, чтобы это не препятствовало достижению полной спекаемости и уплотнения изделия.
2.1 Добавки
Cr₂O₃ является трудноспекаемым оксидом. При обжиге в окислительной атмосфере или атмосфере с высоким парциальным давлением кислорода для его спекания требуется температура не ниже 1900 °C. Основная причина заключается в том, что при высоком парциальном давлении кислорода Cr₂O₃ склонен к окислению и изменению валентности. Образующиеся при этом оксиды хрома с более высокими степенями окисления обладают повышенным давлением пара и легко улетучиваются. Это приводит к тому, что процесс спекания Cr₂O₃ переходит от объемной диффузии к массопереносу по механизму испарения-конденсации. Такой тип массопереноса обычно вызывает аномальный рост кристаллов Cr₂O₃, не позволяя эффективно удалить поры и достичь плотного спекания, что затрудняет получение плотных высокохромистых кирпичей. Поэтому при производстве плотных высокохромистых кирпичей необходимо одновременно применять две важные технологические меры: введение спекающих добавок и создание среды с низким парциальным давлением кислорода при обжиге. Исследования спекающих добавок для материала Cr₂O₃ дали хорошие результаты. К таким добавкам относятся MgO, Al₂O₃, La₂O₃, CaO, TiO₂ и оксиды редкоземельных элементов. Однако промышленные масштабы производства показывают, что наиболее эффективной и относительно недорогой добавкой является TiO₂. В качестве титансодержащего сырья в производстве используются как диоксид титана (TiO₂) с содержанием основного вещества 99% (например, пигментный TiO₂), так и титановый шлак с содержанием TiO₂ около 98%.
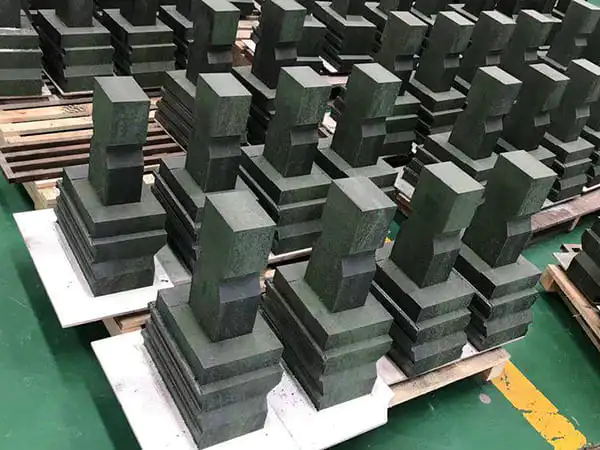
2.2 Формование
Формование заготовок плотных высокохромистых кирпичей осуществляется в холодном изостатическом прессе. При проектировании пресс-форм для изостатического прессования учитываются два основных фактора: размер и форма эластичной оболочки (конверта), а также материал, из которого она изготовлена. После того как форма оболочки определена, её размеры (коэффициент припуска на усадку) устанавливаются в зависимости от свойств прессуемого материала. При использовании пластичных материалов для оболочки можно считать, что относительная степень уплотнения по всем направлениям одинакова. В настоящее время основным материалом для изготовления оболочек служит натуральный каучук. Гранулированный материал Cr₂O₃ порционно засыпают в оболочку пресс-формы до полного заполнения и уплотняют на вибростоле для равномерного распределения порошка и удаления части воздуха. Затем оболочку герметично закрывают и обвязывают крепежными элементами. После этого оболочку с гранулятом помещают в рабочий контейнер холодного изостатического пресса и проводят прессование по заданному режиму. По окончании прессования заготовку извлекают из формы и оставляют для естественной выдержки или подвергают сушке.
2.3 Укладка в печь
Отформованные методом изостатического прессования заготовки кирпичей после нескольких дней естественной выдержки помещают в сушилку с регулируемой температурой для сушки. Только после тщательной сушки можно приступать к укладке в печь для обжига. Если обжиг заготовок производится в топливной печи, укладку следует проводить с использованием упаковки и герметизации. Песчаную подсыпку пода (подина) печи выравнивают слоем мелкозернистого материала. Слой песка должен быть достаточно толстым, чтобы уменьшить трение между заготовкой и подсыпкой, что способствует повышению выхода годной продукции. Для выравнивания температуры по высоте садки рекомендуется при укладке оставлять на поду печи каналы для прохода горячих газов (прогары). Это позволяет повысить температуру нижней части заготовок, добиться равномерной усадки по вертикали и предотвратить растрескивание, вызванное неравномерным нагревом.
2.4 Обжиг
Атмосфера обжига имеет решающее значение для производства плотных высокохромистых кирпичей. Как правило, обжиг следует проводить в восстановительной или нейтральной атмосфере. Основная цель при этом — контроль парциального давления кислорода в газовой среде. Однако не следует использовать сильно восстановительную атмосферу, так как это может привести к восстановлению основного компонента — Cr₂O₃ — оксидом углерода (CO) или углеродом (C) до карбидов хрома, что негативно скажется на свойствах изделий и выходе годной продукции. Парциальное давление кислорода (pO₂) в печи должно поддерживаться в пределах от 10⁻¹⁰ до 10⁻⁹ Па. Нельзя допускать слишком низкого pO₂, поскольку при давлении кислорода ниже 10⁻¹² МПа (т.е. ~10⁻¹⁵ атм) ионы Cr³⁺ могут восстанавливаться до Cr²⁺ или металлического хрома, и даже образовывать карбиды хрома. В то же время, парциальное давление кислорода не должно быть и слишком высоким, иначе Cr³⁺ будет окисляться до Cr⁴⁺, Cr⁵⁺ или Cr⁶⁺. Соответствующие оксиды хрома с более высокой валентностью летучи и обладают высоким давлением пара. Это приводит к изменению механизма спекания Cr₂O₃ с объемной диффузии на массоперенос по схеме «испарение — конденсация». Макроскопически это проявляется в отсутствии усадки заготовки и трудностях спекания (высокая открытая пористость — ≥25%), а микроскопически — в чрезмерном росте кристаллов Cr₂O₃ и наличии крупных межкристаллических пор. Все это также серьезно снижает высокотемпературную прочность и коррозионную стойкость изделий.
Заключение
Плотные высокохромистые кирпичи, в первую очередь предназначенные для футеровки ванных печей варки базальтового волокна, обладают уникальной устойчивостью к коррозии расплавами. Их применение позволило увеличить срок кампании таких печей с нескольких месяцев до двух лет и более. В связи с растущими требованиями к увеличению срока службы печей, а также к минимизации объема ремонтных работ и горячих ремонтов (торкретирования) на особо эрозионных участках, можно ожидать расширения применения плотных хромоксидных (Cr₂O₃) изделий в ванных печах для варки натрий-кальций-силикатного стекла и в печах для получения базальтового волокна.